
- 设备咨询热线:
13306125296 - 等离子配件咨询:










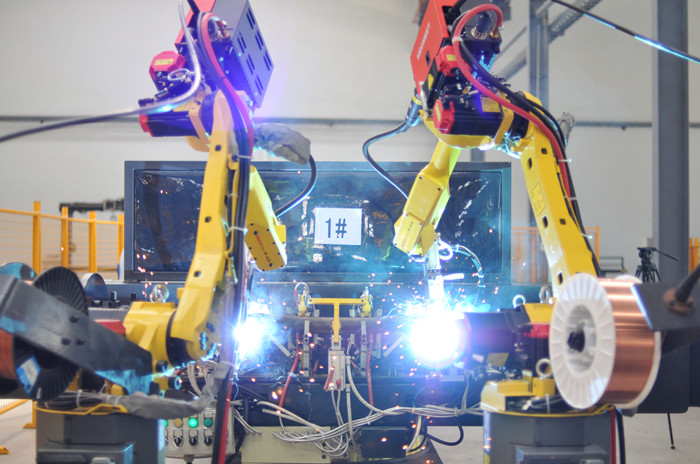




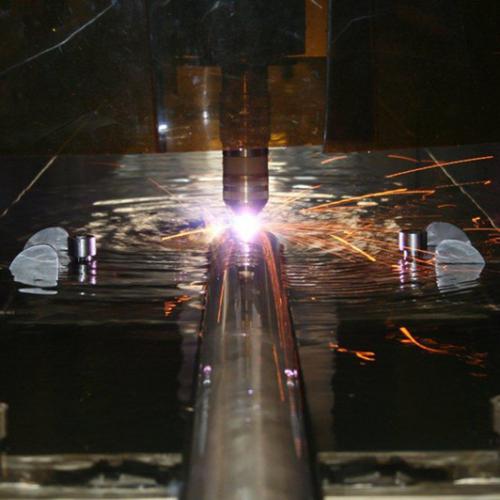
1.0mm镀锌管机器人焊接实例-海宝机器人
已阅读 3342 次10/08/2019项目名称:
需方:
供方:常州市海宝焊割有限公司
一、 机器人方案概述
1. 方案设计依据及准则
1.1 甲方所提供的被焊镀锌管照片、图纸及相关技术要求。
1.2 以产品的焊接工艺分析和工艺流程的合理性为基础,力求高柔性、高性价比、高可靠性,并且日后可扩展升级 。
2.被焊镀锌管及焊接要求
2.2镀锌管的焊接要求:
2.2.1 气体保护电弧焊接(MIG、MAG)。
2.2.2 焊接牢固,无设备自身原因导致的夹渣、裂纹、咬边、漏焊等焊接缺陷。
2.2.3 焊缝均匀平整、无焊瘤等外观缺陷。
2.2.4 焊缝尺寸应符合图纸及技术要求 。
3.工序及工艺路线的划分
工序:
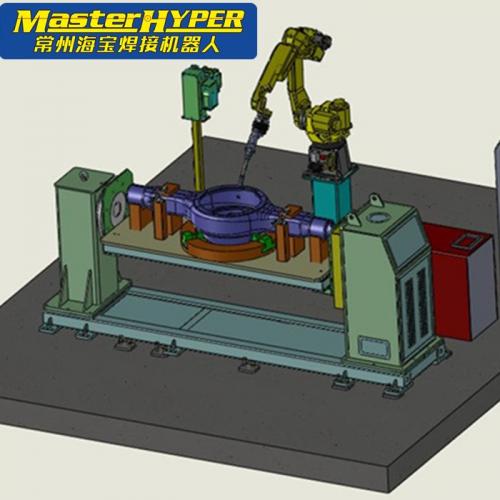
Ø 手工装配镀锌管至焊接工装夹具-→夹紧镀锌管-→焊接镀锌管-→ 焊接镀锌管结束-→机器人复位→ 卸下镀锌管 ,程序结束。
工艺:
Ø 操作人员按下操作盒上的启动按钮,焊接机器人按照预先设定好的程序运行,机器人夹持焊枪到达焊缝始端开始焊接,在焊接过程中变位机可以适时转动镀锌管,使得镀锌管上的焊缝有利于机器人的焊接作业,焊接结束,机器人复位。
3.1焊接工艺的分析
3.1镀锌管参数条件
1) 镀锌管材料:Q235;
2) 材料厚度:2-4MM;
3) 焊缝形式:平焊、角焊缝。
4) 镀锌管重量:100kg
5) 镀锌管外形尺寸:固定型号,参考图纸,尺寸为1米*2.5米。
3.2焊接工艺条件
1)纯CO2气体保护。
2)镀锌管不应被油、锈等污染。
3) 保证镀锌管原材料的下料精度及组对精度符合技术协议及图纸要求。
二、 机器人焊接机器人概述
1.机器人焊接机器人概述:
本机器人焊接机器人可以24小时连续作业,跟人工作业相比,其效率、质量、稳定性等有很大提高。同时STUAA公司提供的该款机器人产品具备后续升级扩展能力,预留30多个IO 接口以备后续升级。
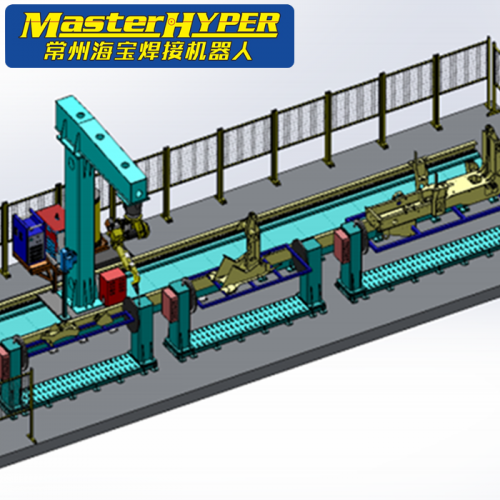
该机器人为双机械手焊接机器人,工位工装夹具上实现镀锌管的点焊组对和焊接,确保镀锌管能匹配焊接,以提高机器人生产效率。
机器人配置主要由两台进口弧焊机器人、两台FANUC焊接电源、两套机器人焊枪机器人、一套双工位单轴变位机、两套工装夹具、两套清枪剪丝机构、一套集成控制机器人、一套安全防护护栏等组成。




我要评论


查看所有评论(总共0条)评论列表