
- 设备咨询热线:
13306125296 - 等离子配件咨询:










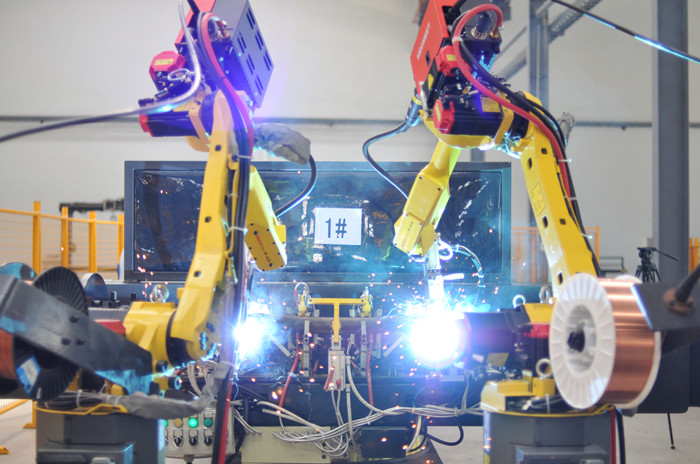




感谢湖北世亚订购我公司多功能焊接机器人
已阅读 1165 次08/17/2021MEEGMET多功能IGBT双模块机器人焊机
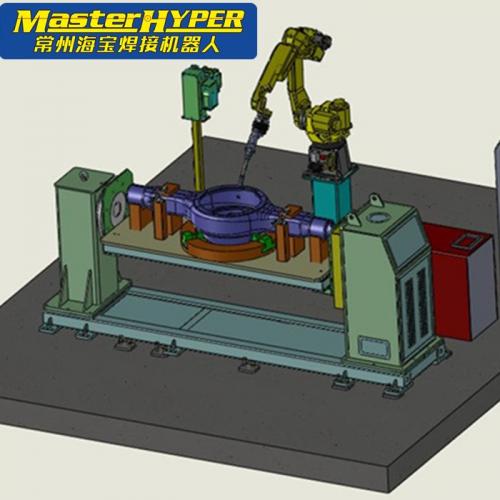
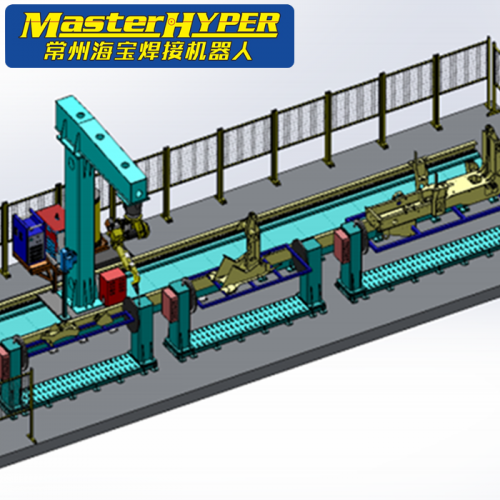
海宝公司的工程师结合中讯电力科技公司的工件尺寸要求,焊接工艺需要等各方面因素。精度满足要求,焊接工艺的同时,综合考虑推荐采用德国ABB 1410型号工业机器人,性价比极高。 该工作站采用高效工位设计,布局方式采用1台焊接机器人ABB 1410 R1400,为湖北世亚汽车零部件公司配套海宝公司的MEGMEET多功能机器人焊机、1套底座、两台焊接工装。

1、焊接工件简介
1) 焊接材质:碳钢钢
2) 焊缝形式:直缝、角焊缝,
3) 焊接方式:工装夹具固定后,焊接机器人焊接;
4) 焊前状态:机器人焊接工件已按图要求组对点定;表面无油污、锈渍等影响焊接因素;
5) 焊丝规格:可适应φ0.8mm~φ1.6mm (实芯焊丝), 20kg盘装焊丝或桶装焊丝。
6) 对乙方工件的一般要求
工件各部分的形位公差小于±2 mm
工件装配好后对接焊缝间隙不超过焊丝直径的一半
工件装配好后角接焊缝间隙不超过焊丝直径的一半
工件装配好后搭接焊缝间隙不超过焊丝直径
工件装配后的重复位置精度不大于±1mm
工件一致性好,焊缝形位偏差小于2mm;表面应无油、无锈、无污物,不应该有影响定位及焊接的毛刺;工件切口平整、焊缝接头整齐、无油、无锈、无污物,不应该有影响焊接的毛刺、间隙。
2.ABB焊接机器人性能特点
机器人外部通信连接端口 | 一个在示教器上提供外部存储用的USB口,一个网络接口,网络接口主要用于软件升级和连接其他专用设备。 |
机器人具备的摆动方式 | 机器人具备6种摆动方式,6种基本摆动方式 |
机器人安全防护功能 | 1、具备焊枪安全防碰撞功能 2、机器人各轴具备防碰撞检测功能 3、在检测到碰撞信号后,机器人处于伺服电机抱死状态 |
鱼鳞纹焊接功能 | 采用脉冲气保焊机,焊缝外观比普通气保焊机的鱼鳞纹更加美观漂亮。 |
电缆连接方式 | 所有连接电缆,两端均使用快速连接端子 |
触摸传感功能, | 能够进行起始点寻位。 |
电弧跟踪功能 | 能够跟踪焊缝,根据焊缝的坡口大小自动调整摆动幅度。 |
示教器 | 为彩色触摸屏,操作更加直观、方便、快捷。 |

3.控制柜
(1)技能参数
项目 | 规格 |
型号 | MC5000 |
控制电机 | Sankyo无刷同步电机 |
电机总容量 | 极大约5KW |
可控制轴数 | 6轴 |
各轴控制方式 | 通过软件伺服控制位置 |
内存 | 闪存 1024MB |
接口 | 编码盘Encoder(6轴) |
机器人I/F 机器人接口 | |
焊机接口 焊接接口 | |
操作盒接口 操作盒接口(极多3个) | |
外形尺寸 | 800mm(W)X760mm(H)X420mm(D) |
质量 | 180kg(6轴) |
电源 | 200/230VAC(3相) 50/60Hz |
线路保护器 | 额定切断容量 AC250V 50/60Hz 1000A |
温度范围 | 0~40 ºC |
湿度范围 | 30~90%(无结露现象) |
绝缘耐压 | 1MΩ以上(DC500V) |
(2)性能特点
性能完善,主CPU处理能力高强,运行提速
更精确地控制机器人动作轨迹,使机器人运行快速而平稳
配有多个接口,外部设备、数据连接更加便利
温度、湿度适应性广,维护方便
3.MEEGMET多功能IGBT双模块机器人焊机
性能特点
(1)脉冲MIG/MAG焊的很佳熔滴过渡形式是一个脉冲过渡一个熔滴。这样通过调节脉冲频率就能够改变单位时间内熔滴过渡的滴数,也就是焊丝熔化速度。
(2)射滴过度形式提高了焊丝的熔化系数,也就是提高了焊丝的熔化效率。焊接速度可提高30%。
(3)焊缝成形良好,熔宽较大,指状熔深特点减弱,余高小,由于一脉一滴的射滴过度,熔滴直径大致与焊丝直径相等,且熔滴电弧热较低,所有焊缝成形晶粒细、强度高。
(4)电弧指向性好,适合全位置焊接。
(5)噪声较普通焊机明显降低,干扰减少,操作时更舒适,精力也更集中。
(6)脉冲气保焊机是利用脉冲电流时间射滴过度,能实现无飞溅焊接,免除清理焊缝表面飞溅物的劳动,使焊缝成型更加美观,同时,因熔滴温度低焊接烟雾少,大大改善了施工环境。
技术参数
名称 | Artsen CM 500C数字化脉冲机器人焊机 |
极大输出电流(A) | 60-500 |
额定输入电压(V) | 三相380±15% |
额定输入容量(kVA) | 24.4 |
极大输出电流(A)暂载率60% | 500 |
极大输出电流(A)暂载率100% | 400 |
空载电压(V) | 80 |
外形尺寸(mm×mm×mm) | 600×320×650 |
重量(kg) | 50 |
绝缘等级 | F |
外壳防护等级 | IP54S |


我要评论


查看所有评论(总共0条)评论列表