
- 设备咨询热线:
13306125296 - 等离子配件咨询:










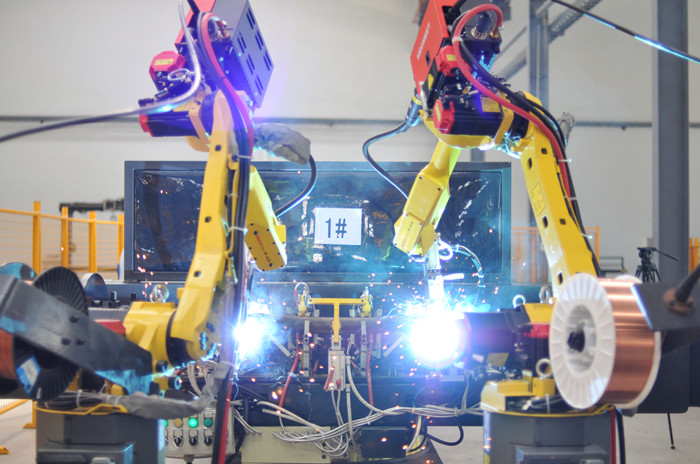




江苏龙禾-蜂窝板机器人焊接
已阅读 1359 次08/18/2021江苏龙禾轻型材料向常州市海宝焊割有限公司订购铝蜂窝板机器人自动化焊接工作站, 由常州海宝进行设备的设计、制造、安装和调试,用于铝蜂窝板的自动化焊接工作。
一、铝蜂窝板自动化焊接系统概要
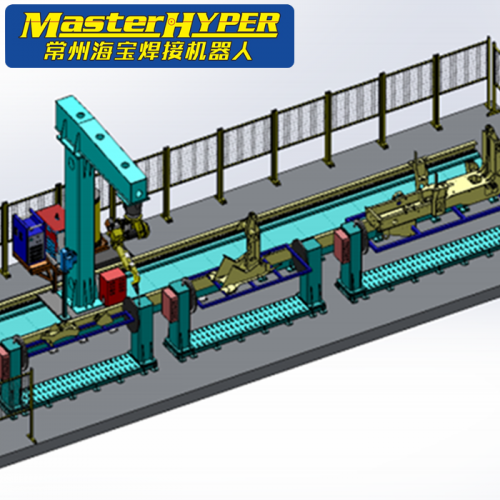
本机器人焊接系统由一台臂展2028mm, FANUC M-10ia站立式机器人,一套负载500kg旋转 变位机,一套FANUC 2.5KW机器人伺服电机,一套日本帝人RV减速机,夹紧定位工装,福尼斯(FRONIUS) TPS3200或肯比KempArc SYN 焊接系统,TBI 72G焊枪套件,安全防护及电气控制系统等组成。每台工作站可协调联动的总轴数为 8 轴,机器人站立式安装,安全、可靠。
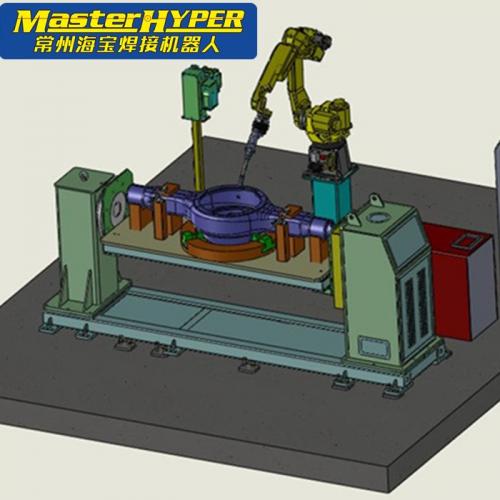
二、系统方案图

三、焊接工件主要信息
序号 | 工件信息 | 内容 |
1 | 使用对象 | 铝蜂窝地板 |
2 | 型号 | |
3 | 材质 | 6系铝 |
4 | 焊接方式 | 熔化极气体保护焊 |
5 | 焊缝姿态 | 平焊缝 |
6 | 保护气体 | 混合气体100%ar
|
7 | 焊丝规格 | Φ1.2mm; |
8 | 焊缝可达性 | ≤90%; |
9 | 表面处理 | 清理油污、等杂质,焊缝寻位处要打磨; |
10 | 零部件尺寸 | 组对间隙≤1mm,零件重复精度≤3mm。 |
配置中包含了世界上极为先进的奥地利福尼斯焊接软件包,搭配了工件寻位,电弧跟踪,多层多道焊,弧压感应修正等全部的机器人焊接软件包。
确保铝蜂窝地板的焊缝形式外观为极为精美的鱼鳞纹,熔透性好,无咬边无虚焊。
四、工厂环境要求
1. 环境温度:运转时温度 0~45℃;温度系数 1.1℃/min。
2. 相对湿度:一般情况下环境湿度 20%~75%RH(无结露的场合);短期(1 个月以内)95%RH 以下(无结露的场合)。
3. 工厂压缩空气要求
压缩空气压力: 0.5-0.7Mpa; 压缩空气出口管径: 1 英寸;
露点-40℃,固体颗粒粒径≤0.1um; 含油量≤0.01mg/m³。
4. 工厂用电要求
所有制造的电气和电子设备的动力供应采用 50HZ(±1)、380V(± 10%)三相交流电压,确保动力电源一级接地。
五、供货范围
序号 | 部件 | 名称 | 单位 | 数量 | 备注 |
1 |
机器 人系 统 | M-20ia机器人本体; | 套 |
1 |
FANUC |
R-30iB 控制器 B-CAB 型柜及控制电缆; | 套 | ||||
弧焊软件包,焊缝寻位,电弧跟踪等功能; | 套 | ||||
彩色示教器及 20m 柔性电缆; | 套 | ||||
变位机回转伺服马达及柔性电缆; | 套 | ||||
2 |
焊接 系统 | 福尼斯(FRONIUS) TPS3200 肯比 KempArc SYN | 套 |
1 | 福尼斯
FANUC |
外置送丝机 VR1500; | 套 | ||||
保护气检测开关,减压阀,流量计; | 套 | ||||
气管,控制电缆; | 套 | ||||
送丝桶装附件等。 | 套 | ||||
3 |
焊枪 套件 | 外置 22°空冷焊枪枪颈; | 套 |
1 |
TBI |
安装模块及夹丝机构; | 套 | ||||
焊枪枪缆,枪缆支架及附件等。 | 套 | ||||
4 |
变位机 负载500kg | 头架变位机及结构件; | 套 |
1 |
FANUC |
回转变位机及结构件; | 套 | ||||
转动轴马达,驱动及控制电缆; | 套 | ||||
转动轴主轴箱及减速机; | 套 | ||||
回转轴主轴箱及减速机; | 套 | ||||
锁紧气缸,电磁阀,气管,接头; | 套 | ||||
回转支撑,驱动齿轮; | 套 | ||||
拖链,防护盖板,支架及附件等。 | 套 | ||||
5 |
电气 控制 及安 全防 护系 统 | PMC 软件编程; | 套 |
1 |
Master Hyper |
电气控制柜,控制电缆及线槽; | 套 | ||||
控制柜弧焊软件包 | 套
| ||||
三色报警灯,蜂鸣器双重报警装置; | 套 | ||||
电气防护架及附件等。 | 套 | ||||
6 |
系统 集成 | 包装、运输及保险。 | 次 | 1 |
Master Hyper |
安装、调试及验收。 | 次 | 1 | |||
培训至少三位员工能够独立操作机器人 | 次 | 1 |
六、设备规格及技术参数
焊缝寻位及电弧跟踪功能简介
Touch Sensing(焊缝自动寻找功能)是 FANUC 机器人 公司基于 Arclink/ArcTool 通讯软件,共同开发,简便有效的机器人焊缝找 寻功能。可以配合后续的电弧跟踪功能使用。
1.机器人通过焊机的电压反馈,用焊丝端部碰触工件上 的两个基准点,来判断工件的偏差情况,并对起弧焊接的位置坐标进行 补偿调整,实现焊缝寻找功能。
2.采用该功能会延长焊接循环时间,降低生产效率。同时工件的焊缝相对 于基准点的尺寸要准确。
3.Tast(电弧感应焊缝跟踪)同样是 Lincoln 和 FANUC 基于ArcLink-ArcTool 通讯软件共同开发的,简便有效的机器人焊缝跟踪功能
4.电弧跟踪原理是通过摆动焊接过程中,检测焊接电流(Welding Current) 的反馈信号,与设定值进行比较,调整焊接轨迹,使焊接位置始终保持 在焊缝中间位置。
5.电弧跟踪功能可以自动补偿焊缝位置因零件翘曲、装配不精确等产生的 偏差。可以在纵向和横向机器人运动轨迹上进行位置补偿
电弧跟踪的优点有以下四点
(1)简单可靠、经济实用,不需要增加其他设备;
(2)焊枪可达性好,体积小;
(3)可以与焊缝起始点寻位,机器人附加轴联动功能等配合使用;
(4)他能记忆第1道焊缝跟踪的信息,在多层焊时达到事半功倍的效果。
七、焊接系统
福尼斯(FRONIUS) TPS3200
福尼斯一全球公认的第1品牌焊接电源,TPS-CMT全球第1款具备冷金属过渡技术功能的焊接电源,能满足 极低热输入,且在极低热输入情况下,电弧非常稳定,焊枪具备伺服推拉丝功能。
福尼斯焊接技术有以下优点: 很佳的间隙桥接能力 母材和填充材料的稀释率降低50% 极少的飞溅极低的热输入量,变形率小 更快的焊接速度.
八.变位机
机器人外部轴回转变位机是MasterHyper公司与FANUC公司联合研发的工件变位机构。两个变位机各自拥有器人的外部轴,其的速度和方向可以手动自由编程,也可与机器人控制系统 联动进行轨迹插补运算。
变位机主要由头架变位机及结构件,尾架变位机及结构件,回转变位机 及结构件,变位机驱动主轴箱及减速机,电磁吸盘,电磁阀,气管,防护盖板及附件等组成。通过中间旋转可实现上下料在同一个位置。
用于机器人的连续性焊接作业,可以将机器人置于两块工件的正中间点进行焊接,以提高焊接范围,并提高焊接效率。工作台面上刻有安装基线,安装各种定位工件和夹紧机构,并设有安装槽孔,使工作台面具有较高的强度和抗冲击性能。
九、海宝公司的成熟的案例



我要评论


查看所有评论(总共0条)评论列表