
- 设备咨询热线:
13306125296 - 等离子配件咨询:










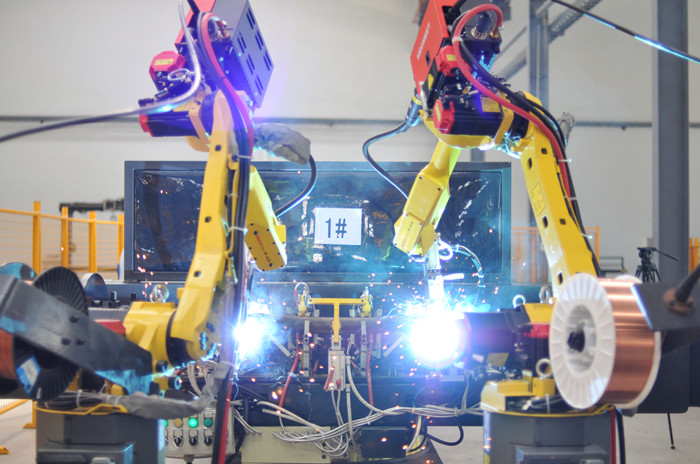





3D视觉车厢板焊接解决方案
- 中国汽车制造业高速发展的同时,车厢板制造行业对车厢板焊接质量提出了严格的焊接要求。车厢板由多块碳钢板焊接形成,车厢板尺寸较大,可至3x8(m),整体焊接工作量巨大。
- 技术及商务咨询:徐经理 13306125296
难题挑战
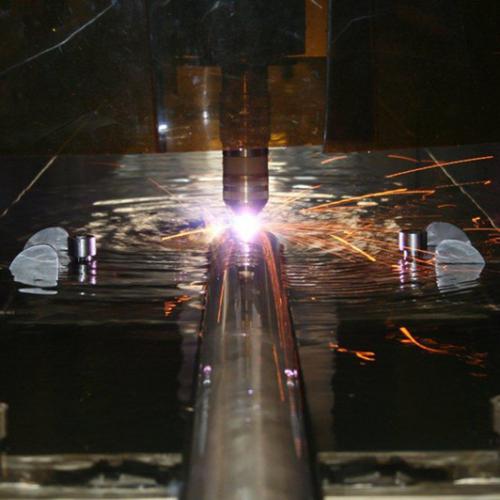
中国汽车制造业高速发展的同时,车厢板制造行业对车厢板焊接质量提出了严格的焊接要求。车厢板由多块碳钢板焊接形成,车厢板尺寸较大,可至3x8(m),整体焊接工作量巨大。由于前道工序下料误差较大,会直接影响到厢板各部分的装配误差较大,累计超过2mm,应用机器人焊接极大的痛点是无法用预先固定编程的路径焊接,因此难以实现自动化。虽然高压焊丝寻位和线激光寻位可在一定程度上提升焊缝寻位效率,但是这两种方法的编程复杂耗时,寻位效率低,30%以上的工作时间都用于寻位,而且对工件的定位工装要求较高,即使完成焊接,还有25%的漏焊,焊接质量不佳,需再次人工补焊。然后,还无法适用于三角铁等异形工件,进而会影响到车厢板甚至整车的交付。

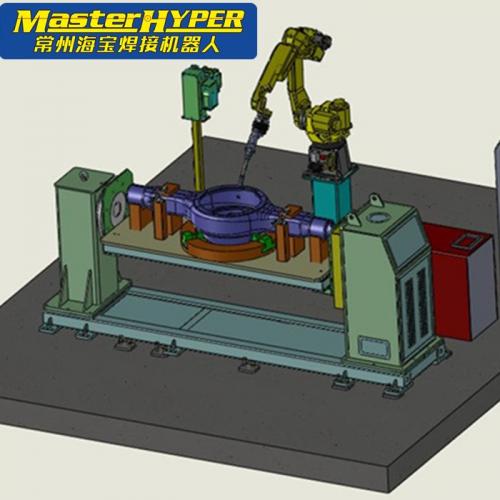
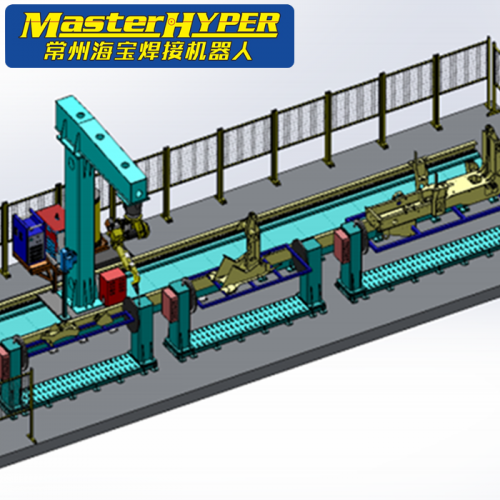
具体解决方案
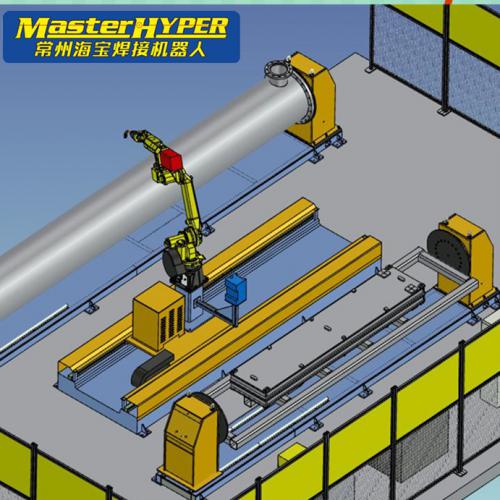
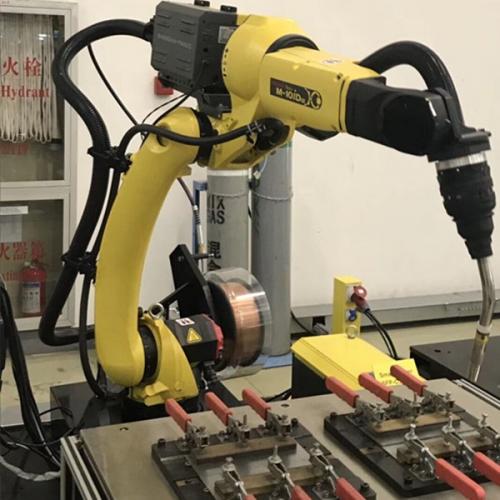
常州海宝的技术通过使用TracerP1相机对车厢板进行高精度的3D拍照,然后利用TracerStudio软件平台对照片的三维点云数据进行分析,识别出车厢田字格的全部焊缝,进而将焊缝的起始位置、方向向量、缝宽等参数反馈给机器人,便于引导机器人进行焊接,以及调整摆弧大小等工艺参数。田字格单元拍照、识别耗时短至5秒。与传统的高压焊丝寻位和线激光寻位方法相比,常州海宝的技术将寻位时间缩短了90%,整体车厢板焊接效率提升了近30%;而且焊接成功率从75%提升至95%,也有助于降低因复焊导致的人工成本。此外,该技术还可适应不同的厢板类型(如三角铁等),使用更为便利;前期编程量也下降了70%。

推荐使用的产品及服务

方案参数

优秀实践案例
某重型专用汽车产品制造商作为湖北省产销量极大的自卸车生产企业,每年的自卸车产销量都突破了2万辆,对生产线造成不小的压力。为了满足不断增长的市场需求,该企业开始升级生产设备、提高自动化生产水平。在以往的车厢板焊接过程中,由于车厢板需双面焊接且工件尺寸大,不容易实现自动焊接,一般采用人工手动焊接,不过因效率低且成本高,该公司采用了高压焊丝寻位和线激光寻位,可以在一定程度上进行自动化焊接。不过这两种方法具有编程复杂、耗时长等缺陷,于是该公司转为采用常州海宝的车厢板自动化焊接解决方案,不仅解决了车厢板焊接由于工件拼接误差、定位精度低等造成焊偏、焊漏的焊接缺陷,还将焊缝寻位时长缩短了三分之一,大大提升了焊接效率。



我要评论





评论列表