
- 设备咨询热线:
13306125296 - 等离子配件咨询:










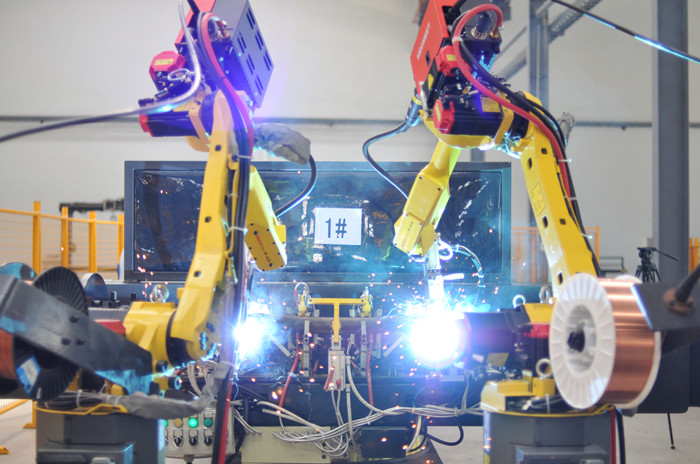





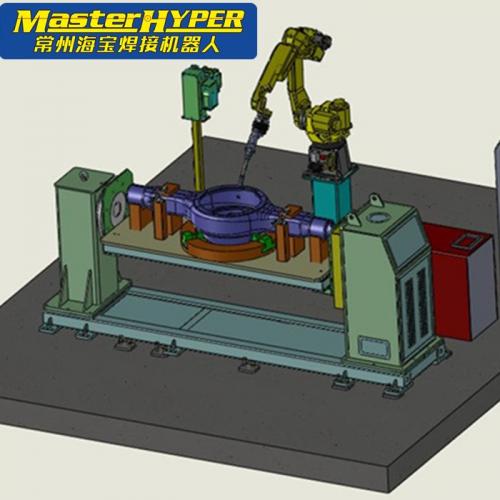
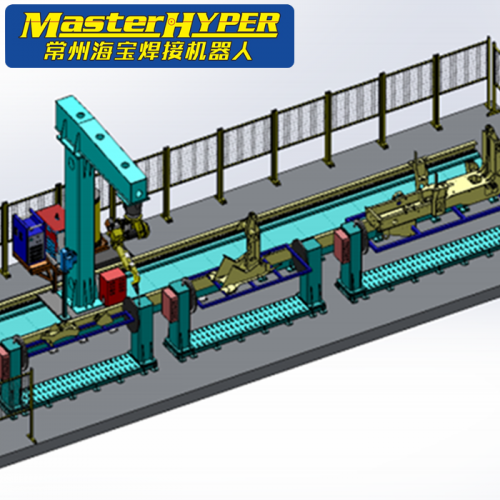
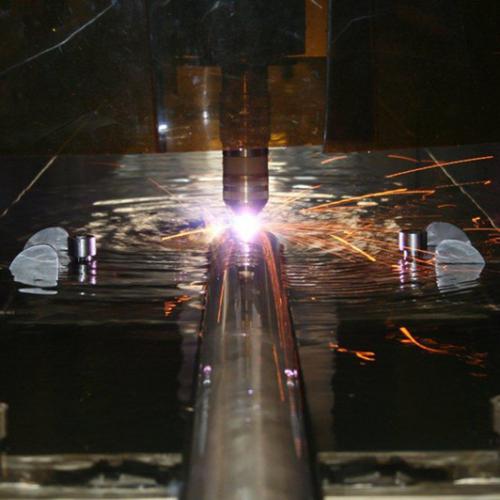
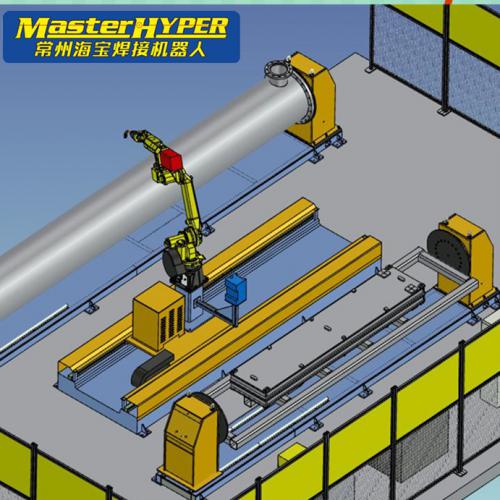
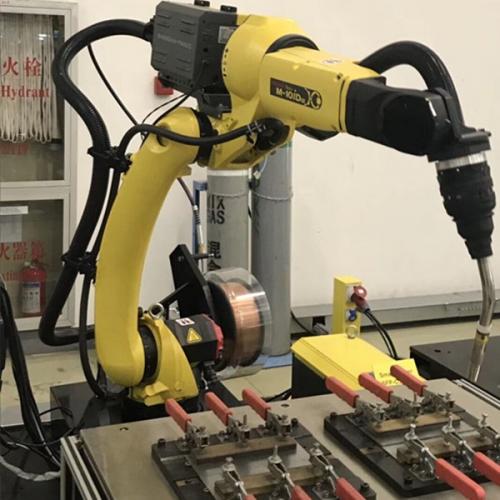
焊接机器人二保焊
- 二保焊(全称二氧化碳气体保护焊)工艺适用于低碳钢和低合金高强度钢各种大型钢结构工程焊接,其焊接生产率高,抗裂性能好,焊接变形小,适应变形范围大,可进行薄板件及中厚板件焊接。
- 技术及商务咨询:徐经理 13306125296















二保焊(全称二氧化碳气体保护焊)工艺适用于低碳钢和低合金高强度钢各种大型钢结构工程焊接,其焊接生产率高,抗裂性能好,焊接变形小,适应变形范围大,可进行薄板件及中厚板件焊接。
1.垂直或倾斜位置开坡口的接头必须从下向上焊接,对不开坡口的薄板对接和立角焊可采用向下焊接;平、横、仰对接接头可采用左向焊接法。
2.室外作业在风速大于1m/s时,应采用防风措施。
3.必须根据被焊工件结构,选择合理的焊接顺序。
4.对接两端应设置尺寸合适的引弧和熄弧板。
5.应经常清理软管内的污物及喷咀的飞溅。
6.有坡口的板缝,尤其是厚板的多道焊缝,焊丝摆动时在坡口两侧应稍作停留,锯齿形运条每层厚度不大于4mm,以使焊缝熔合良好。
7.根据焊丝直径正确选择焊丝导电咀,焊丝伸出长度一般应控制在10倍焊丝直径范围以内。
8.送丝软管焊接时必须拉顺,不能盘曲,送丝软管半径不小于150mm。施焊前应将送气软管内残存的不纯气体排出。
9.导电咀磨损后孔径增大,引起焊接不能稳定,需重新更换导电咀。
五.焊接程序
1.焊接板缝,有纵横交叉的焊缝应先焊端焊缝后焊边焊缝。
2.接缝长度超过1米以上,应采用分中对称焊法或逐步退焊法。
3.物架上对接与角接焊缝同时存在时,应先焊板的对接缝,后焊物架的对接焊缝,然后焊物架与板的角接焊缝。
4.凡对称物件应从中间向首尾方向开始焊接并左、右、方向对称进行。
5.物件上、平、立、角焊同时存在时,应先焊立角焊,后焊平角焊;先焊短焊缝,后焊长焊缝。
6.一切吊运“马”,其焊脚应为“吊马”的板厚四周焊缝包角,焊后认真检查焊缝质量。
7.部件焊缝质量不好,应在部件时就进行反修改合格,不得留在整体安装焊接时进行。
立即咨询

暂无评论
我要评论
其他产品

新品推荐




评论列表