
- 设备咨询热线:
13306125296 - 等离子配件咨询:




























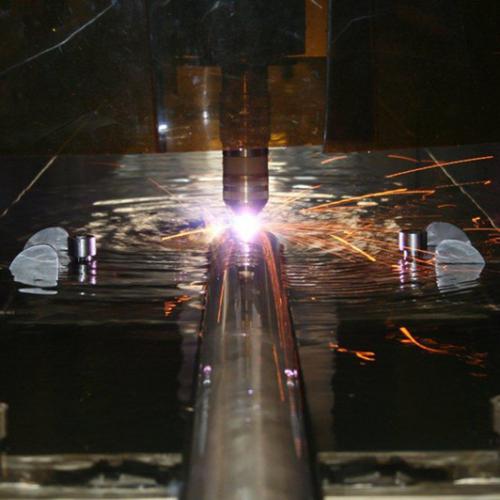
中国机车行业有成功应用案例,提供针对要求焊接产品的全自动焊接的整套详细解决方案;配备喷嘴/导电嘴自动更换装置;
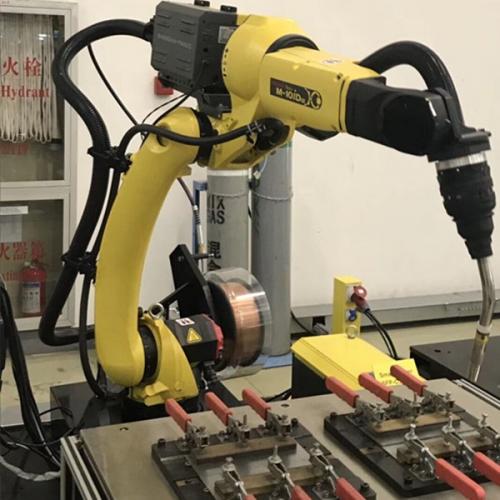
1. 除自动送料线、抓持机械臂、焊接工装夹具(含随行工装)外,设备其它组成部分应为原装进口;
2. 示教编程并调试合格后,同型号产品焊接不需要点位调节,设备根据产品微量尺寸变化(±3mm)自动修正,无焊枪碰撞;
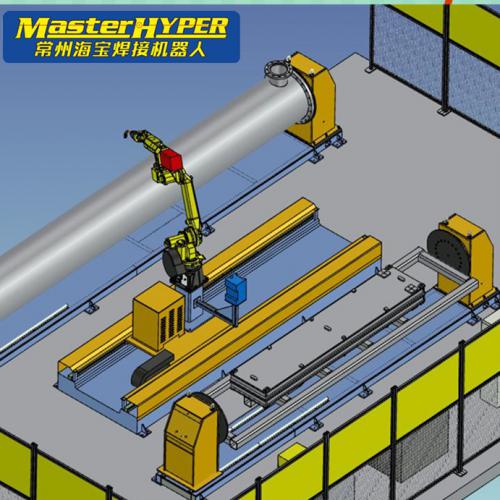
3. 整套设备布局及工作限定在长10000×宽8000×高5000的空间内;
4. 焊缝坡口两边不等高大偏差5mm时设备能自动适应并调整;焊接机械手抓持力150N(约15kg)、旋转抓持臂抓持力≥3000N(300kg)、工装转向机承载重量≥3000N(300kg)、L型变位机载重≥500kg;
5. 焊机额定电流500A(暂载率)且大焊接电流600A,焊枪可达性为,配备专用的焊枪校正装置使焊枪在发生变形后可以简单恢复,焊枪电缆总成(水冷式)大载荷600A并采用快速接头连接,送丝速度0-30m/min;焊丝直径0.8至1.6mm;
6. 提供4套随行通用型工装并适应动车系列电机机座,
7. 配备焊接过程中的实时焊接质量监控检测;
预留与其它机器人组成群控自动生产线的扩展接口;设备预留通信接口,提供数据通信协议,焊接机器人要与买方的设备信息化系统进行通信,实现设备数据(包括运行数据、焊接参数、故障报警等)的采集;焊接机器人系统中的通信、焊接、质量控制、工装设计、自动取料、自动下料应与买方的AGV系统通信要系统进行设计(AGV与焊接机器人用Profibus通信),提供全套解决方案。
目前越来越多的焊接机器人应用与生产实践中,由于产品更新换代,或者多种型号产品同时生产时,导致很多机器人使用效率不高或者焊接线报废,造成大量浪费。
1、目前焊接机器人在我国工业领域使用概况 随着国民经济的发展伴随着工人工资越来越高,企业生产成本越来越高,负担越来越重。于是企业老板开始思索如何降低生产成本以获取更大利润,现代机器人代替工人做工,越来越多机器人进入工厂。特别是我国汽车行业规模越来越大,据统计,2018年我国汽车产销突破3200万辆,成为世界大汽车生产和销售大国。作为汽车生产的四大工艺——焊接,不仅仅工作量大,而且焊接烟雾对人体身体有害,因此焊接被作为特殊工种。焊接机器人进入汽车生产领域已经越来越多。不仅仅焊接机器人被应用,装配机器人、搬运机器人、涂装机器人也被大量使用。
2、焊接机器人在实际生产中存在的问题 现代汽车工业规模越来越大,年产量几十万辆甚至上百万辆汽车厂家已经越来越多了,大量座椅骨架、车身、零部件等需要人工焊接。
在1997年底、某公司从沈阳买回来6台焊接机器人代替人工焊接汽车座椅骨架,用了两年后,该车型汽车停产了,本来公司领导想用该机器人焊接新的车型座椅骨架,可是由于该焊接线建立之初思考不周到,只能废弃这条生产线。建立这条焊接线的焊接夹具和机器人分别都是挖地基整体固定在地面上,本来只要更换焊接夹具和机器人程序即可。我们知道焊接机器人工作原理是保证机器人与机器人工作点相对固定的前提下,机器人每个动作、每个焊弧。每个终点都是人工设置的,一旦程序设置好,机器人就可以每次都是按设置好的起点、焊弧、终点来重复工作。只要焊接夹具与工作机器人位置相对固定,不可移动就可以焊接出你需要的焊弧。而生产实际中产品更新换代快,有的是多种型号产品需要交替生产,这就要求某种产品生产完成后其焊接夹具要能快速移动开,然后再换上另一种焊接夹具,要么就需要大量的成本购买不同型号产品的专机进行生产焊接加工。前者效率太低,后者成本太高,所以如何提高焊接机器人的生产效率成了企业的一大难题。如何在汽车零部件加工行业中提高焊接机器人的使用效率?
(1)提高精度,确保高速焊接。汽车零部件加工企业在生产中应用机器人意味着追求高效率、高焊接质量,因此各机器人厂家都在焊接速度上寻求突破,而机器人在轨迹控制上的高精度是高速焊接的可靠保证。
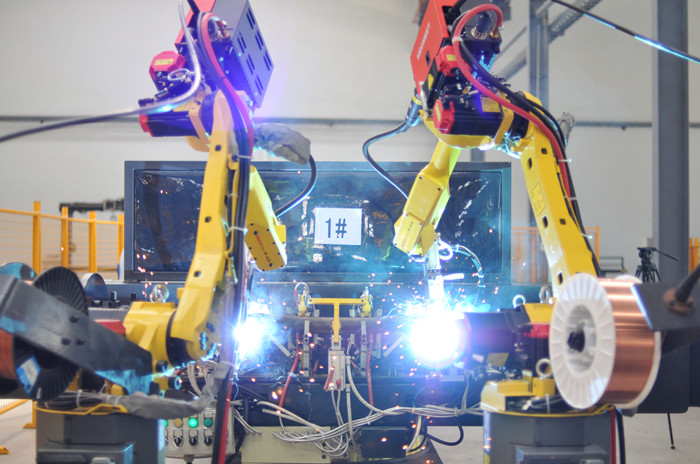
(2)双机协调焊接功能。有时我们会遇到长形工件,焊缝分布在工件的两端,若采用1台机器人进行焊接,会出现因两端不同时焊接而造成焊接变形不一致,从而使工件在长度方向上扭转变形,焊接后的工件难以符合尺寸要求。针对这种类型的工件,我们常采用2台机器人同时协调焊接的方式,这就促生了两台机器人双机协调焊接技术。在汽车后桥和消声器的焊接中,经常会使用到该项技术。2台机器人对应1个由机器人外部轴驱动的变位机,在变位机顺长摆放的工件上有两个镜像对称的部件,两条相似的环焊缝需要两台机器人在变位机旋转的同时实现同步协调焊接,通过这种方式可以将焊接生产的效率提高1倍。(3)点焊机器人的优势。如果说弧焊机器人的使用大大提高了焊接质量的稳定性和焊接效率,点焊机器人则具有更多的优势,带来的经济效益也更加可观(弧焊点焊机器人厂家品超),主要体现在:
A. 机器人点焊时,大多采用钳体与变压器一体化方式,变压器的容量可以减小到1/3~1/4,节约了能源,并且极大地减轻了操作者繁重的体力劳动。
B. 点焊机器人有更多的控制方式控制焊钳压力和焊接条件的自动切换,针对不同打点位置可轻松实现独特的焊接时序,大大提高了打点质量,避免了焊点漏打、多打及位置不准确等问题。
C. 点焊机器人在打点效率上的优势明显,可提高效率8~10倍。我们有一个客户,设备临时出现故障,由于当时工期紧,他们临时采用手工来点焊同样的工件,结果4把手工焊钳在两个轮班只能生产40件,而机器人正常生产时,在一个轮班就能完成90件左右。
D. 点焊机器人可以使用机器人的一些独有技术进一步对焊接时序进行精确控制,使焊接效率和焊接质量进一步提高。如,电动焊钳在机器人上的使用不仅仅是加压方式的改变,其优势更体现在机器人对它的行程的控制方面:
1.可以根据焊点的位置实现理想的行程;
2.焊接过程中可以分段控制焊钳压力;
3.可以控制焊接条件输出的时间节点;
4.可以运用间隙示教功能灵活选择上电极示教、下电极示教方式,大大缩短了示教时间。
此外,焊接机器人的实用功能还有很多,并已经过实践的检验,为提高焊接生产效率和焊接质量带来了明显的效果。同时,每个机器人厂家对各种功能的开发也各有特点,可以说,在这个舞台上,各种各样的先进技术始终在不断涌现,异彩纷呈。

我要评论





评论列表